

 简体中文
简体中文 English
English产品中心
厂家自主研发,溶液纯度高无杂质








一、产品概述
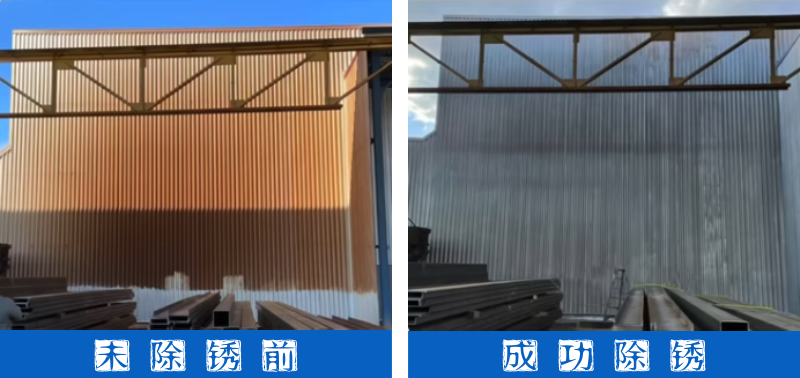
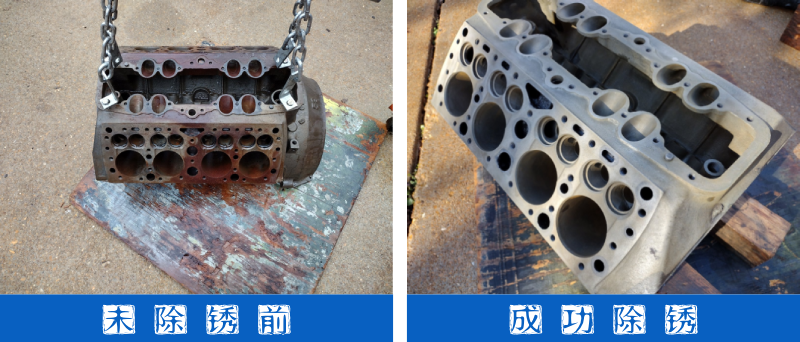
本酸洗除锈剂是采用高新研发技术,配方主要由无机酸、缓蚀剂、表面活性剂、抑雾剂组成,高效强力专为清除金属表面氧化物、锈蚀而设计。
通过化学反应快速松解铁锈,适用于钢铁、合金等多种金属材质,使其光亮清洁达到化学抛光的效果,处理量大、使用寿命长,兼顾工业级除锈效率与操作简便性。
二、产品参数:
| 特性 | 单位 | 数据 |
| 外观(原液) | ■ | 透明液体 |
| 气味 | ■ | 极轻微 |
| 倾点 | [℃] | 2 |
| 密度 | [kg/m³.15℃] | 1005 |
| PH值(5%) | ■ | 3.0±0.5 |
三、产品用途
工业制造:金属零部件、机械设备的预处理及涂装前除锈。
维修保养:汽车底盘、船舶部件、管道锈蚀的快速清洁与翻新。
建筑工程:钢结构桥梁、铁艺围栏、钢筋等户外金属设施的锈蚀处理。
其他场景:焊接后焊渣清理、金属表面钝化预处理。
适用材质:适用于清除碳钢、铸铁、不锈钢、铜等金属及其合金的浮锈、锈垢、氧化物。

四、产品特性
高效除锈:快速溶解中轻度锈层,显著提升防腐蚀作业效率。
操作便捷:可浸渍、刷涂或喷雾,使用便捷无需复杂设备,节省人力成本。
经济实用:稀释比例高(建议1:3-1:5),单次处理成本低于人工、机械打磨。
高稳定性:防止金属出现过腐蚀和氢脆现象、抑制酸雾的产生。
安全可靠:非易燃物、易爆物、无异味、不含重金属成分。
五、使用方法
喷淋、涂刷法
此法常用于室外钢铁工件的除锈防腐处理;
1.清除金属表面油污、松散锈层,再用酸洗除锈剂喷淋或刷涂在已清理过的工件表面。
2.钢铁工件表面未完全干燥时不得涂底漆,否则会降低磷化膜与工件的附着力,影响防腐效果。
3.干燥时间:干燥时间随气候条件不同有较大差距,一般在常温下晴天涂刷完处理剂间隔2-4小时后可涂刷防锈底漆,低温时应适当延长干燥时间。
浸渍法
浸渍法一般在车间内进行,存放处理液须用耐酸槽;
1.如果预处理的钢铁工件表面有严重浮锈、油脂、泥灰等污垢,可以用致密坚硬的钢丝刷事先清理。
2.将第一步预清理过的工件表面用压缩空气吹净或用毛刷、抹布清理干净。
3.正式将工件浸入槽液,槽液在常温条件下(15℃-35℃)通常需浸泡3-10分钟,除重锈或氧化皮浸泡时间要适当延长。
4.处理后的工件需放置在通风干燥处,待其完全干燥后方可涂装底漆面漆或存储,干燥过程中不可用手触摸工件表面,也不可让工件表面沾水。
5.干燥时间(干燥时间随气候条件不同有较大差距,一般在气温25℃的晴天,表干时间为4-8小时,实干为24小时。)
超声波清洗法:
超声波酸洗除锈一般在车间内进行,存放处理液须用耐酸槽;
1.将工件浸入超声波槽,槽液在常温条件下(25℃-60℃)通常需清洗3-8分钟,除重锈或氧化皮清洗时间要适当延长。
2.除锈过程中的工件不能互相堆积,溶液中铁离子过多,去除铁锈的作用就会减少,直到补充原液如果没有明显改善,此时需要更换工作槽液。

六、注意事项
1.安全操作需佩戴护目镜、耐酸手套,避免直接接触皮肤;若误触立即用清水冲洗,如果出现异常症状,应立即寻求医疗帮助。
2.使用时,综合考虑金属的材质、结构、锈蚀程度、锈蚀厚度、污染物和设备等因素,合理地设置除锈工艺,除锈液的浓度和除锈时间,若锈蚀较重,应增加除锈液的浓度和工作时间。
3.超声波除锈一般是常温原液结合超声波来使用,初次使用时可与水以1:1的比例稀释后再用。如无超声波,采用浸泡、刷洗除锈均可,但除锈时间稍长,应根据实际情况来确定使用方式,温度特别低时加温到20~55℃来使用,从而保证除锈速度,除完锈后用纯净水彻底漂洗干净。
4.工件不得相互重叠,当溶液中铁离子过多时,除锈效果会下降,应考虑更换工作液。
5.除锈完后,工件应充分干燥,操作工应戴干净手套接触工件,并将工件放在干燥、干净的包装盒中。
6.废液处理(加碱性石灰水或氢氧化钠等中和,使PH值接近7时再排放,对环境无影响,严禁直接倒入下水道。)
七、产品包装、贮存和运输
包装规格:25kg/50KG/塑料桶(可定制5kg/桶或IBC吨桶)。
贮存条件:贮存期两年,不要露天存放,防止日晒雨淋。
运输规范:按非危险化学品运输,避免剧烈碰撞与高温环境。
储存禁忌:未使用完的除锈剂须将桶盖拧紧,避免水分及杂质混入。
工业制造:金属零部件、机械设备的预处理及涂装前除锈。
维修保养:汽车底盘、船舶部件、管道锈蚀的快速清洁与翻新。
建筑工程:钢结构桥梁、铁艺围栏、钢筋等户外金属设施的锈蚀处理。
其他场景:焊接后焊渣清理、金属表面钝化预处理。
适用材质:适用于清除碳钢、铸铁、不锈钢、铜等金属及其合金的浮锈、锈垢、氧化物。
高效除锈:快速溶解中轻度锈层,显著提升防腐蚀作业效率。
操作便捷:可浸渍、刷涂或喷雾,使用便捷无需复杂设备,节省人力成本。
经济实用:稀释比例高(建议1:3-1:5),单次处理成本低于人工、机械打磨。
高稳定性:防止金属出现过腐蚀和氢脆现象、抑制酸雾的产生。
安全可靠:非易燃物、易爆物、无异味、不含重金属成分。
操作便捷:可浸渍、刷涂、喷雾或超声波清洗等方式,使用简单无需复杂设备,节省人力成本。
喷淋、涂刷法
此法常用于室外钢铁工件的除锈防腐处理;
1.清除金属表面油污、松散锈层,再用酸洗除锈剂喷淋或刷涂在已清理过的工件表面。
2.钢铁工件表面未完全干燥时不得涂底漆,否则会降低磷化膜与工件的附着力,影响防腐效果。
3.干燥时间:干燥时间随气候条件不同有较大差距,一般在常温下晴天涂刷完处理剂间隔2-4小时后可涂刷防锈底漆,低温时应适当延长干燥时间。
浸渍法
浸渍法一般在车间内进行,存放处理液须用耐酸槽;
1.如果预处理的钢铁工件表面有严重浮锈、油脂、泥灰等污垢,可以用致密坚硬的钢丝刷事先清理。
2.将第一步预清理过的工件表面用压缩空气吹净或用毛刷、抹布清理干净。
3.正式将工件浸入槽液,槽液在常温条件下(15℃-35℃)通常需浸泡3-10分钟,除重锈或氧化皮浸泡时间要适当延长。
4.处理后的工件需放置在通风干燥处,待其完全干燥后方可涂装底漆面漆或存储,干燥过程中不可用手触摸工件表面,也不可让工件表面沾水。
5.干燥时间(干燥时间随气候条件不同有较大差距,一般在气温25℃的晴天,表干时间为4-8小时,实干为24小时。)
超声波清洗法:
超声波酸洗除锈一般在车间内进行,存放处理液须用耐酸槽;
1.将工件浸入超声波槽,槽液在常温条件下(25℃-60℃)通常需清洗3-8分钟,除重锈或氧化皮清洗时间要适当延长。
2.除锈过程中的工件不能互相堆积,溶液中铁离子过多,去除铁锈的作用就会减少,直到补充原液如果没有明显改善,此时需要更换工作槽液。
1.安全操作需佩戴护目镜、耐酸手套,避免直接接触皮肤;若误触立即用清水冲洗,如果出现异常症状,应立即寻求医疗帮助。
2.使用时,综合考虑金属的材质、结构、锈蚀程度、锈蚀厚度、污染物和设备等因素,合理地设置除锈工艺,除锈液的浓度和除锈时间,若锈蚀较重,应增加除锈液的浓度和工作时间。
3.超声波除锈一般是常温原液结合超声波来使用,初次使用时可与水以1:1的比例稀释后再用。如无超声波,采用浸泡、刷洗除锈均可,但除锈时间稍长,应根据实际情况来确定使用方式,温度特别低时加温到20~55℃来使用,从而保证除锈速度,除完锈后用纯净水彻底漂洗干净。
4.工件不得相互重叠,当溶液中铁离子过多时,除锈效果会下降,应考虑更换工作液。
5.除锈完后,工件应充分干燥,操作工应戴干净手套接触工件,并将工件放在干燥、干净的包装盒中。
6.废液处理(加碱性石灰水或氢氧化钠等中和,使PH值接近7时再排放,对环境无影响,严禁直接倒入下水道。)
包装规格:25kg/50KG/塑料桶(可定制5kg/桶或IBC吨桶)。
贮存条件:贮存期两年,不要露天存放,防止日晒雨淋。
运输规范:按非危险化学品运输,避免剧烈碰撞与高温环境。
储存禁忌:未使用完的除锈剂须将桶盖拧紧,避免水分及杂质混入。

10年+行业经验

10000m²生产基地

860+高端客户案例
35000吨年产量






